* New design moves die forging towards high precision operation.
New directives targeting high stiffness structure and wide-range eccentric loading.
Virtually nil gap variation of diagonal X-type guide rails.
High quality machine accuracy improving machine endurance, providing lasting value. Totally matching the requirements of contemporary high accuracy manufacturing industry-an attractive and highly efficient model.
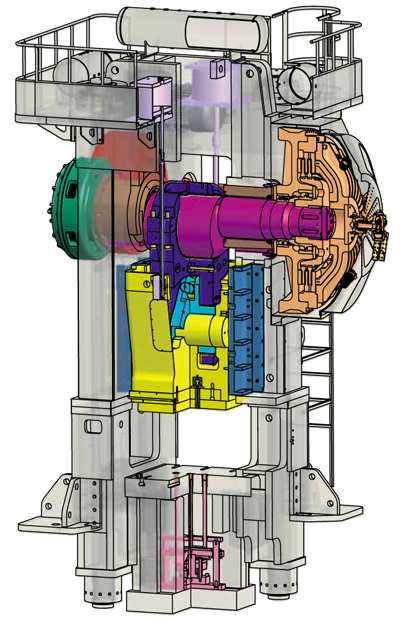
Frame
The frame is designed with box-type structure, for its high rigidity and low deformation for high accuracy.
The structure along with all its rigorously calculated key components and run through computer aided analysis for their load distribution, and inspected thoroughly after welding.
This approach thus minimizes deformation, maximizes the accuracy of the product, and extends the service time of dies and shoe to their limits, reduces the vibration during operation.
High Torque Low Inertia Separate Type Clutch/Brake
Clutch/ Brake designed especially for high frequency intermittent cycle and heavy load press operation. High torque, smooth start-up, fast coupling. Unique brake designed to be fast dissipation and low noise. Non asbestos linings, abrasion resistant, easy maintenance, more environment protection conscious. SHF series equipped water cooling type brake of capacity over 1000tons. This can maintain brake angle during high frequency operation work, prolong brake usage life.
Slide and Slide Gap
With unique diagonal X-type heat expansion compensation design of the slide and its guide rails, the lateral gap variation reduces down to virtually nil during warm , hot die forging, ensuring the quality of forging products and extends dies service time.
Improved Die Height Adjust Device
Die height adjust device installed inside slide area. Then can avoid oxide shells and chemical liquid go inside slide area during warm, hot die forging operation. This also can avoid spare parts get worn out to cause damage.
Specifications
Capacity 1600 ton
Stroke length 280 mm
Slide adjustment 10 mm
Die height, silde to bolster 850 mm
Slide area 1000x1030 mm
Bolster area 1150x1200 mm
Stroke per min (Continuous) 85 SPM
Stroke per min (Intermitten) 18 SPM
Main motor 100 HPxP
Required air pressure 5 kg/cm2
Press overall width 3700 mm
Press overall height 6190 mm
Press overall length 3300
Press down width 3190





 Access: 212890
Access: 212890
 Online: 0
Online: 0